
波紋填料_絲網填料_不銹鋼填料



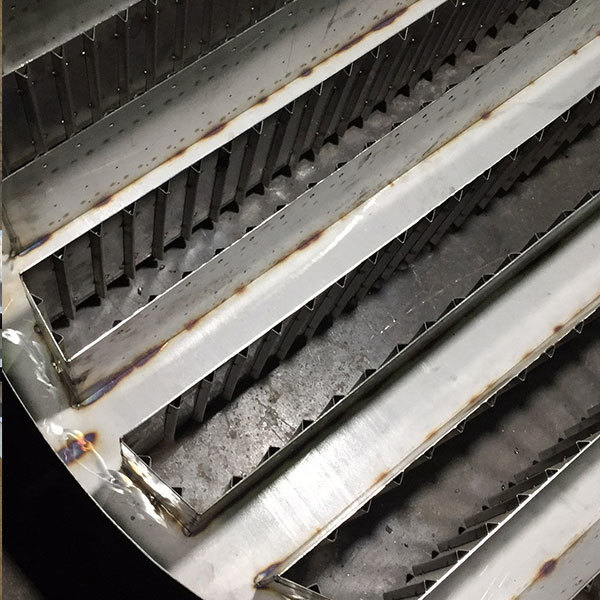
構成孔板波紋填料的生產制造流程 依照盤高規定采用一定總寬的定形鋼鏈,鋼鏈長短可依據沖波的磨具不一樣而不一樣。先將鋼鏈開展開洞、壓花、滾紋等工藝流程生產加工,隨后拼裝成形。那麼,構成孔板波紋填料的生產制造流程是啥? 以便使金屬材料孔板波紋填料有優良的液體遍布功效及汽液觸碰,在孔板波紋填料上面打上直徑4~毫米的小圓孔,孔間隔一般為13mm。一般來說,自動沖孔機用以生產制造和生產加工,并要求生產制造的孔邊和孔間隔合乎設計構思。 沖孔機后的鋼鏈先壓紋路。金屬復合材料的表層具備一定的紋路,能夠提升表層濕潤工作能力,液體能在金屬表層產生優良的薄膜狀。隨后再按設計構思規定的波峰焊高及波距挑選適合的磨具,碾成波浪紋。波浪紋與中心線方位成30o或45o傾角。 對于小塔來說,托盤的組裝方式與鐵絲網填料相同成盤后的填料在圓上方位上放鋼鏈扎牢,隨后焊接。 針對大直徑的塔或沒法蘭構造的塔器,不太可能拼裝成全盤,必須分層拼裝。分層的標準是使填料散裝塊能從塔的手孔中送進安裝,散裝塊的總寬要低于入孔規格。首先,將包裝板分成若干塊,根據波峰焊高寬比計算塊數,根據弧度計算每塊長度的圓周計算。將鄰近兩塊的波浪紋傾斜角按90o交叉式拼裝到一定的總寬,隨后將分層的填料正反面焊接或綁扎,使其固定不動成塊。 以便使孔板波紋填料不形變,另外有利于運送,可將角鐵焊好固定不動分層的填料。針對一個塔盤的多個分層各自拼裝,隨后開展序號,以防止在塔體拼裝中出現錯漏。 生產制造孔板填料有哪些常見問題? 孔板填料具備低阻、高效率、低持水率、通量大、實際操作延展性大并能融入當代大中型填料塔生產制造規定等優勢。那麼,生產制造孔板填料有哪些常見問題? 孔板填料關鍵功效是推動汽液對流傳熱和分離出來。最合適的操作溫度為200-400℃。由多個波浪紋平行面且豎直排序的金屬材料波浪紋片構成生產制造是應當留意,最先在金屬板材上選用擠壓成型法在表層壓出來紋路,在波形板上沖有φ4mm小圓孔,再按不一樣規格型號和堆積密度用擠壓成型輪抑制出不一樣規格型號的波浪紋帶,進行后按要求截成不一樣的長短的波形板,按規格規定將波形板豎直勻稱的排成盤。鄰近兩塊波形板的波形板傾斜角反方向疊靠。 孔板填料具體生產制造時特別注意直徑低于80b250m的制成一個個有光澤的盤類,直徑比塔的公稱直徑稍小。全盤填料運用鋼鏈箍緊,箍的羰頭鋼筋搭接焊接,避免填料形變。上箍安裝完后對上大通道割縫,留作填料裝塔前反邊用,將箍制成防壁流圈方式。 直徑很大的孔板填料,每盤需分為數塊由幾片拼湊而成,根據填料塔的手孔放進塔體,在塔體拉拼出一個個詳細的園盤,左右幾盤填料的波浪紋片轉動九十度安裝,使流體力學在塔體充足混和。孔板填料在貼塔壁端制成防壁流圈方式,割縫間隔依填料盤徑尺寸而定以緊貼塔壁為標準。
 重要通知 :
重要通知 : 








 在線客服1
在線客服1